Pressione Esc para fechar


Con una amplia gama de equipos diseñados para satisfacer los requisitos más exigentes de la industria, Agimix se posiciona como la opción ideal para empresas que buscan eficiencia y calidad en sus procesos, al buscar equipos para almacenamiento, agitación y mezclas para la industria alimentaria.
Desde mezcladores innovadores hasta tanques robustos y agitadores de última generación, cada equipo está meticulosamente diseñado para garantizar un rendimiento excepcional, automatización eficiente y cumplimiento con las normas industriales más estrictas.
Ideal para diversos sectores industriales, como alimentario, cosmético, farmacéutico y químico, el Ribbon Blender puede procesar una amplia gama de materiales, desde polvos secos hasta productos sensibles al calor.
Reconocidos por su tecnología líder, productividad y eficiencia, los mezcladores tipo V y Y de Agimix son ideales para diversos sectores industriales, ofreciendo capacidades de 50 a 1.000 litros útiles con opciones personalizables.
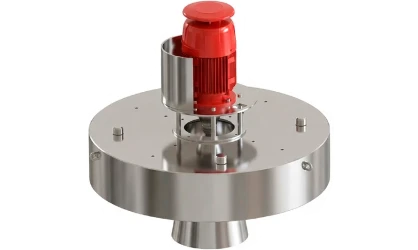
Con un sistema de bomba abierta configurable, el Emulsificador Agimix proporciona turbulencia y cizallamiento para una disolución completa en poco tiempo. Ideal para jugos concentrados, suplementos alimenticios y otras aplicaciones, garantizando mayor estabilidad en las emulsiones.
Recomendado para materiales viscosos, el Dispersor Agimix ofrece alto cizallamiento para la ruptura de sólidos y emulsiones ligeras. Disponible con tanques de 50 a 10.000 litros, cuenta con una estructura completa, cumpliendo normas de seguridad y automatización para diversas aplicaciones industriales.
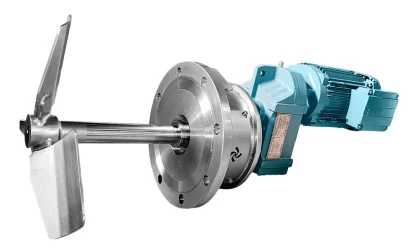
Los mezcladores industriales Agimix, líderes en eficiencia y ahorro de energía, están diseñados para diversas industrias como química, alimentaria, siderúrgica, minería, medio ambiente y farmacéutica, ofreciendo el equipo ideal para cada proceso.
Fabricados conforme a normas nacionales e internacionales, los tanques Agimix pasan por rigurosas pruebas de calidad, asegurando cumplimiento. Los agitadores están dimensionados para máxima eficiencia, adaptándose a la geometría del tanque o reactor.
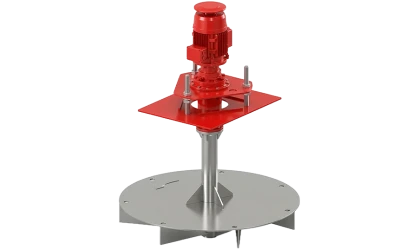
Desarrollado para volúmenes de hasta 1.000 litros, el Mezclador/Dispersor de Columna Móvil se adapta a diversos tanques, siendo versátil en su aplicación. Ideal para homogeneización o dispersión en sectores como productos de limpieza, pinturas y tratamiento de aguas residuales.
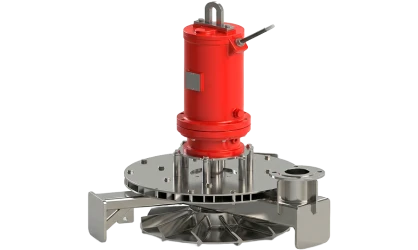
Esencial para la absorción instantánea de material en polvo, el Triblender cuenta con un sistema de succión tipo Venturi, garantizando una mezcla eficiente. Puede equiparse con una bomba auxiliar para un mayor caudal en aplicaciones de alta viscosidad, facilitando la alimentación de polvo en el tanque.
Versátil y práctico, el Agitador de Banco es ideal para producciones pequeñas y pruebas de formulaciones en los sectores alimenticio, farmacéutico, químico y más. Incluye un kit con dos impulsores para homogeneización y dispersión.
Indicados para mezclas pastosas con alta viscosidad, los Mezcladores de Columna Agimix, con elevación por sistema eléctrico o hidráulico, son ideales para homogeneización y emulsiones ligeras con alto contenido de sólidos.
Adaptable a volúmenes de hasta 1300 litros, el Agitador/Dispersor de Columna Fija es versátil y se ajusta a diversas geometrías de tanques, siendo utilizado en sectores como productos de limpieza y otros segmentos industriales.
Especialmente desarrollado para la fabricación de “SLIME”, está diseñado para alcanzar la mezcla y consistencia ideal de este fluido tixotrópico. Facilita la extracción del producto y la limpieza, siendo totalmente automatizado y controlado conforme a las normas NR-10 y NR-12.
Resolviendo los desafíos de productos almacenados por largos períodos, los agitadores son ideales para el pre-preparado de soluciones como pinturas, barnices, aceites, jarabes y desinfectantes. Adaptables a la estructura metálica del contenedor IBC de 1000L, ofrecen practicidad y diversas opciones de construcción para atender necesidades específicas.

Al adquirir equipos para almacenamiento, agitación y mezclas para la industria alimentaria, es esencial considerar diversos factores para garantizar la eficiencia operativa y el cumplimiento de las normas sanitarias.
Algunos puntos importantes a considerar:
Si busca aumentar la eficiencia, la seguridad y la calidad en su industria alimentaria, Agimix ofrece una amplia gama de equipos para almacenamiento, agitación y mezclas para la industria alimentaria, diseñados para atender las demandas más exigentes del sector.
Hable con nosotros hoy mismo y descubra cómo nuestras soluciones innovadoras pueden impulsar su negocio. Nuestro equipo especializado está listo para comprender sus necesidades específicas y ofrecerle orientación personalizada.

Basta acessar o sistema, preencher nosso formulário e enviar sua solicitação.