Pressione Esc para fechar


With a wide range of equipment designed to meet the most demanding industry requirements, Agimix positions itself as the ideal choice for companies seeking efficiency and quality in their processes, when looking for equipment for storage, agitation, and mixing for the food industry.
From innovative mixers to robust tanks and state-of-the-art agitators, each piece of equipment is meticulously designed to ensure exceptional performance, efficient automation, and compliance with the strictest industrial standards.
Below, we explain in more detail the equipment for storage, agitation, and mixing for the food industry offered by Agimix:
Leader in technology, productivity, and efficiency, the Agimix Ribbon Blender offers capacities from 50 to 10,000 liters, with various options to meet mixing needs across different industrial segments.
Efficient and fast, the double shaft fluidized zone mixer is designed for demanding powder mixing processes, available in capacities from 50 to 5,000 liters, with customizable options to meet industrial requirements.
The AGIMIX Big Bag Unloader provides operational ease and speed to production lines, ensuring safety, hygiene, and productivity in the unloading of dry materials. Essential to prevent contamination risks and product damage.
Recognized for leading technology, productivity, and efficiency, the Agimix V and Y type mixers are ideal for various industrial sectors, offering capacities from 50 to 1,000 liters with customizable options.
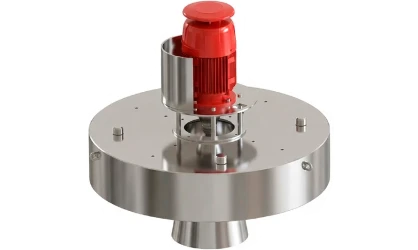
With a configurable open pump system, the Agimix Emulsifier provides turbulence and shear for complete dissolution in a short time. Ideal for concentrated juices, dietary supplements, and other applications, ensuring longer stability in emulsions.
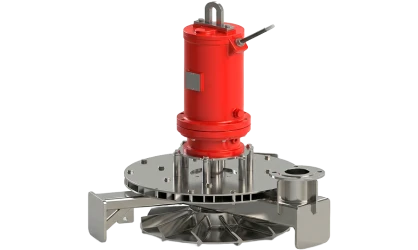
Recommended for viscous materials, the Agimix Disperser provides high shear for breaking solids and light emulsions. Available with tanks from 50 to 10,000 liters, it features a complete structure, meeting safety standards and automation requirements for various industrial applications.
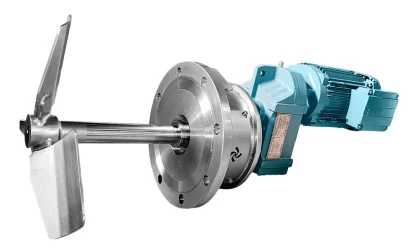
The Agimix industrial mixers, leaders in efficiency and energy savings, are designed for various industries such as chemical, food, steel, mining, environmental, and pharmaceutical, offering ideal equipment for each process.
Manufactured according to national and international standards, the Agimix tanks undergo rigorous quality tests, ensuring compliance. The mixers are designed for maximum efficiency, adapting to the geometry of the tank or reactor.
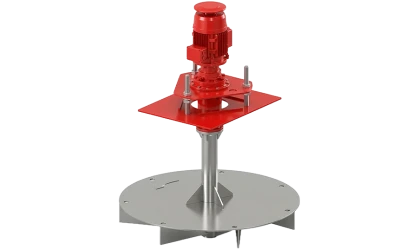
Designed for volumes up to 1,000 liters, the Mobile Column Mixer/Disperser adapts to various tanks, being versatile in its application. Ideal for homogenization or dispersion in sectors such as cleaning products, paints, and wastewater treatment.
Essential for instant powder material absorption, the Triblender features a Venturi-type suction system, ensuring efficient mixing. It can be equipped with an auxiliary pump for higher flow in high-viscosity applications, facilitating powder feeding into the tank.
Versatile and practical, the Bench Mixer is ideal for small-scale productions and formulation testing in the food, pharmaceutical, chemical industries, and more. It comes with a kit containing two impellers for homogenization and dispersion.
Designed for pasty mixtures with high viscosity, the Hydraulic Column Mixers from Agimix, with either electric or hydraulic elevation systems, are ideal for homogenization and light emulsions with a high solid content.
Adaptable to volumes of up to 1300 liters, the Fixed Column Agitator/Disperser is versatile and suitable for different tank geometries, being used in sectors such as cleaning products and other industrial segments.
Specially developed for the production of “SLIME,” it is designed to achieve the ideal mixture and consistency of this thixotropic fluid. It facilitates product removal and cleaning, being fully automated and controlled according to NR-10 and NR-12 standards.
Solving challenges of products stored for long periods, these agitators are ideal for the pre-preparation of solutions such as paints, varnishes, oils, syrups, and sanitizers. Adaptable to the metal structure of the 1000L IBC container, they offer practicality and multiple construction options to meet specific needs.

When acquiring equipment for storage, agitation, and mixing in the food industry, it is essential to consider several factors to ensure operational efficiency and compliance with sanitary standards.
Some important points to consider:
If you are looking to enhance efficiency, safety, and quality in your food industry, Agimix offers a wide range of equipment for storage, agitation, and mixing in the food industry, designed to meet the sector’s most demanding requirements.
Contact us today and discover how our innovative solutions can boost your business. Our specialized team is ready to understand your specific needs and provide personalized guidance.

Basta acessar o sistema, preencher nosso formulário e enviar sua solicitação.